Подземные ядерные взрывы в мирных целях
Плутониевый заряд Р размещался в силовом корпусе диаметром 260 мм, допускающем давление окружающей среды до 600 атмосфер. Диапазон эксплуатационных температур от -25 до +70 °C. Автоматика подрыва имела высокую надежность, хорошую защищенность от внешних воздействий. Заряд был снабжен датчиками, контролирующими давление и температуру внутри силового корпуса, приборами контроля физических параметров, характеризующих работу элементов заряда, процессы деления ядер и реакции синтеза. Все фиксируемые бортовыми приборами процессы передавались на измерительный пункт и записывались на кинопленку, магнитную пленку и поступали на цифропечатающее устройство.
Итак, сборочный стенд, разработанный для обслуживания заряда А, потребовал основательной переделки ложемента для обслуживания заряда Р.
Первый же год показал большое количество недоработок и несовершенств, создающих трудности и неудобства в подготовке заряда к боевому применению. Явно напрашивалась необходимость разработки иной конструкции стенда только для заряда Р.
Непосредственное участие разработчиков конструкции первого варианта стенда в подготовке зарядов к боевому применению на местах представило возможность разработать второй, более оптимальный вариант сборочного стенда уже с учетом всей специфики работ в натуральных условиях и с конкретным зарядом.
Второй вариант стенда был выполнен не в виде рамы, а в виде «жука», что позволило сделать его более легким и обеспечивающим близкий подход операторов к заряду и бортовой аппаратуре с контрольным и технологическим инструментами.
Этот стенд был укомплектован съемно-разборной лестницей — стремянкой с платформой для двух операторов на верхнем конце, что обеспечивало удобство при стыковке спецзаряда с опускной колонной (рис. 2).
В качестве герметизирующих прокладок в стыках частей силового корпуса поначалу применялись алюминиевые кольца толщиной 2 мм. Для обеспечения надежной герметизации с учетом возможного образования клиновидного зазора в стыке необходимо было произвести обжатие этой прокладки хотя бы в одном месте по окружности зазора до 1,2 мм. Для этого требовалось усилие до 50 т, что резьбовой гайкой, соединяющей части корпуса, создать невозможно. Для этой цели было применено специальное приспособление, состоящее из двух разъемных полуколец, вставляемых в специальные пазы в частях корпуса и стягиваемых друг с другом тремя болтами, имеющими разный шаг резьбы в полукольцах. Чтобы обжать алюминиевую прокладку толщиной 2 мм до 1,2 мм иногда приходилось менять несколько стяжных болтов из-за срыва резьбы.
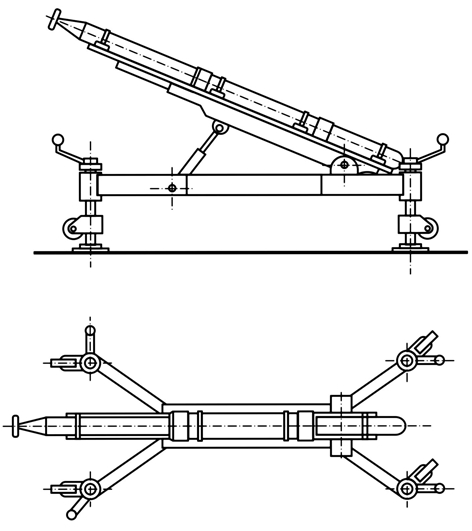
Рис. 2
Сложность операции по обжатию герметизирующих прокладок при подготовке зарядов к боевому применению потребовала разработки более технологичного и надежного приспособления, приводимого в действие от гидравлического привода, смонтированного тут же, на сборочном стенде. И такое приспобление было разработано конструкторами под руководством Владимира Николаевича Рыкова. В нем с целью уменьшения давления в гидросистеме при создании силы сжатия до 70 т применен метод сближения двух колец, соединенных сухарями с частями корпуса, входящими в пазы на этих корпусах, заталкиванием остальных роликов с помощью гидропривода в клиновой зазор между дисками. Ролики вместо клиньев применены здесь с целью исключения затрат усилия на трение.
Конструкция этого приспособления была настолько удачной, что она сняла все проблемы надежного обеспечения герметизации силового корпуса в стыках его частей, и применялась в течение многих лет, не вызывая необходимости модернизации.
В качестве подвижных технологических средств, как отмечалось, использовались универсальные кузова, смонтированные на автомобильных шасси высокой проходимости и укомплектованные необходимым технологическим оборудованием (подъемное устройство, сборочный стенд, приспособление обжатия герметизирующих прокладок, контрольно-стендовые приборы и слесарный инструмент). Оно полностью обеспечивало хранение спецзарядов и весь комплекс контрольно-сборочных работ с ними. Это было апробировано и подтверждено на практике при проведении серии подземных ядерных взрывов в народнохозяйственных целях в период 1971–1974 гг. в различных регионах страны и в разные времена года.
Вся техника, предназначенная для этих работ, показала свою работоспособность и соответствие назначению даже в экстремальных погодных условиях.
Транспортировка этой техники к месту использования по назначению осуществлялась железнодорожным транспортом, крепление ее на платформах производилось по старинной технологии — проволочными стяжками. Этот древнейший, как мир, способ крепления доставлял всякий раз массу хлопот. Требовалось постоянно создавать большие запасы проволоки, так как в условиях планового хозяйства на эту проволоку, как, впрочем, на все и про все, заявку в снабженческие органы нужно было подавать на два года вперед, а поди-ка точно рассчитай, сколько ее потребуется через два года. Поэтому, как правило, заказывалось все с запасом, вот и создавались таким образом сверхнормативы, которые не только занимали под хранение большие производственные площади, но и омертвляли солидные капиталы.
Большие хлопоты требовались при закреплении этой проволокой автомобилей на железнодорожных платформах. Еще больше трудностей возникало при освобождении от таких проволочных пут автомобилей на станциях прибытия: попробуй-ка расплети прочнейшую проволоку, не имея под рукой ничего кроме кувалды и зубила, да еще на морозе. Но из этого положения наши умельцы как-то вышли, сконструировав специальные ножницы, с помощью которых эти проволочные путы измельчались в мелкие кусочки без особых усилий. Но все же это было не кардинальное решение проблемы.
Жизнь подсказывала необходимость создания специальных крепежных стяжек многоразового пользования, которыми укомплектовывалась бы каждая машина и которыми закрепление машин осуществлялось бы максимум двумя операторами.
При разработке таких стяжек были заложены следующие требования:
— прочность на разрыв каждой стяжки должна быть в два раза больше, чем прочность проволочной стяжки, соответствующей требованиям МПС;
— длина и натяжение стяжки должны быть регулируемые;
— крепления стяжек к платформе и автомобилю должны быть выполнены в виде накидных колец или скоб.